






+420 724 027 880
OPTIMIZATION OF SHAPE A TOOL FOR ROLLING
Currently is very sought after the rolling machine type ULS. And with the development of electromobility, there appears to be a very probable requirement to increase the production of shaft components. Therefore, the company Šmeral Brno decided to innovate and improve not only the ULS machine, but also the process of productiontools for cross wedge rolling (CWR).
With the growing demands of producers on the economy of production, especially in the automotive industry, there are the growing demands for less material consumption and a consequent reduction in machining time for individual parts. The producers of forming machines and tools for forming are then asked to specify single forgings and the stability of the production process. Result is the shape costingness of the forging, the high accuracy of the forging, and thereby the tool too. For CWR tools, there is also increasing pressure to minimize time during tool renovation.
For this reason, it is necessary to control individual shape complex tools more comprehensively, including all shape sequences. For CWR tools, it is therefore advisable to check, monitor and record the final shape of the tool after his "checkout" (manual grinding) in the production process, and consequently shorten the time for tool renovation. For these purposes was purchased 3D scanning device.
Production and checkout CWR tool
In addition to 2D documentation, tools for cross wedge rolling technology are created with 3D plate model of the tool, which serves for subsequent easier modification and machining of the shaped wedge part of the tool. The proposal of the CWR tool is based not only on the experience of the tool designer, but also on the simulation of the rolling process for the given rolled product to achieve the optimal shape of the tool. After the machining of the shaped part of the tool, the tool is then checkout. The checkout of the CWR tools is proceed on the test cross wedge rolling machine ULS from the testing center Šmeral Brno. After rolling of the test pieces and follow-up measurement is evaluated their status. If everything is OK, you can come to the heat treatment the tool and despatch. If a piece is rated with defects or out of size, the tool shape is corrected using a hand tool so that the shape of the product corresponds to the shape of the rolled product given in the drawing. Process of test and the ground points are recorded. After this correction, the tool is heat treated and follow-up the tool.
Test and checkout of individual tools always take place in the presence of the tool construction worker. He decides about places and size of the stock removal at correction the tool These corrections are made by hand tools, often in several steps. The grinding of the tool happen on the shaped difficult surfaces, which can‘t be affected with classical measuring methods.
Based on these tests and estimate of the size of stock removal correct then the construction workers the 3D model of the tool so that the tool can be modified as little as possible (red marked areas of the model) during tool rebuilding or tool renovation. Due to the fact that the size of individual stock removal and their positions aren‘t precisely given (they are only orientation), the corrections are inaccurate and to the adjustment of the tools happen always during the re-production of the tools or renovation.
3D scanner and evaluation
With the new measurement possibilities rises the possibility of changing the existing production process and optimization. Due to the complicated shape of the tool forming part, it is not possible to check this shape with standard measuring tools and possibly to determine deviations made by manual adjustment of the tool from the theoretical shape of the tool.
Therefore was decided to purchase a new measuring device. With a view to the demands and further usage of the equipment (use at general repair of foreign machines, measurement of turbine blades, etc.) was purchased the equipment the MetraSCAN 750TM Elite was purchased, which matches the requirements for accuracy and size of the measuring space.
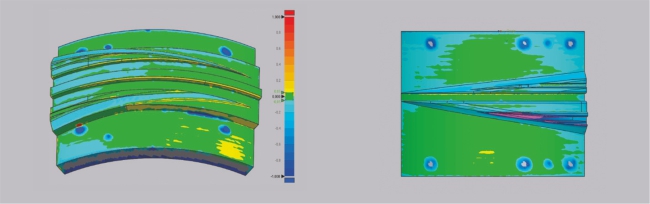
Scanned tool after machining. Scanned tool after checkout.
Tool measuring
A 3D model of the tool as a rolling segment is required to check the measurement of the CWR tools with help of scanner. At forming a segment happen deformations and deviations of the model from the optimum shape. This deviation is easily observed on the clamping diameter of the tool.
The maximum deviation after forming a segment is 0,005 mm. The production tolerance on the shape part of the tool is ± 0,05 mm. The deviation of the forming tool is less about 1 order of values than the required accuracy of the finished tool. After consultation with the tool construction was the deviation of the forming 3D tool model was determined as satisfactory.
This was tested and checkout at selecting 3D scanner. For measuring of individual CWR tools came after the training of the worker inspection during the production of individual tools. Tools are scanned on individual segments.The result is then a color map showing the deviations of each position from the 3D model.
The production tolerance of the tool surface is ± 0.05 mm. From result are covere increased deviations on the bevel surface of the tool (-0.1 mm) and on the radial transition surfaces of the tool. On these surfaces happen most often to the adjustment the grinding. These surfaces are reduction and serve to reduce the diameter of the rolled product. With successive iteration was found that this effectrises, when the tool is detached from the preparation drum for machining.
For this adjustment of the 3D tool model are important adjustments made at checkout of the tool. The analysis of the location of these places and the determination size of the removal are entered into the model for the production of a new tool, or new renovation. By scanning of modified tool is visible removal material - the purple scan plane.
In modified surfaces it‘s necessary to make cuts by force of angular fronting planes from the forehead of tool and determine removal of material in these places. On this cut is to see then a big grinding of the material in the area of the leading edge of the tool (deviation up to 2,05 mm), including the adjustment of the surface forming the adjacent diameter of the rolled product. Thanks to precisely determin places and size of individual adjustments it is relatively easy to modify the 3D model of the tool and make the correction. Verification of these adjustments it is necessary make then at the earliest production of the same tool.
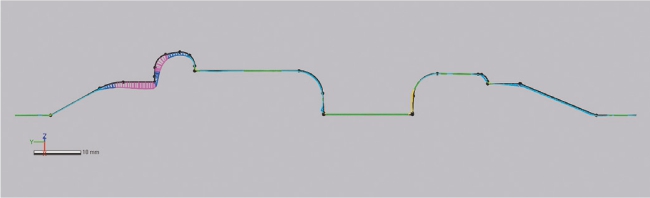
Deviation of scanned tool from 3D model.
Conclusion
For checkout tools can be adjust the 3D tool model thanks to precisely defined location and stock removal size. The recorded changes during tool checkout at precisely defined places are absolutely crucial to reduce production time and minimize manual adjustments during tool checkout and folow-up renovation, which may be up to ten. Furthermore recorded changes contribute to reduction the number of adjustments in the design and production of new tools the rolled products and prediction of occurrence the possible further errors.
Author: Ing. Martin Volejníček
Published: www.mmspektrum.com/200114
https://www.mmspektrum.com/article/optimization of shape tools for rolling.html