





Optimalizace tvaru nástroje pro válcování
V současné době je velmi vyhledávaným strojem válcovačka typu ULS. A s rozvojem elektromobility se jeví velmi pravděpodobný požadavek na zvyšování produkce hřídelových součástí. Společnost Šmeral Brno se proto rozhodla inovovat a zlepšit nejen stroj ULS, ale i samotný proces tvorby nástrojů příčného klínového válcování (PKV).
S rostoucími požadavky výrobců na ekonomiku výroby, zejména v automobilovém průmyslu, rostou požadavky na nižší spotřebu materiálu a následné snížení času potřebného pro opracování jednotlivých dílu. Na výrobce tvářecích strojů a nářadí pro tváření jsou pak kladeny požadavky na zpřesnění jednotlivých výkovku a stabilitu samotného výrobního procesu. To má za následek tvarovou náročnost výkovku, vysokou přesnost výkovku, a tím i nástroje. U nástrojů pro PKV také sílí tlak na minimalizaci času při renovacích nástroje. Z těchto důvodu je potřeba kontrolovat jednotlivé tvarové složité nástroje komplexněji, včetně všech tvarových návazností. U PKV nástrojů je tedy vhodné kontrolovat, monitorovat a zaznamenat výsledný tvar nástroje po jeho „odladění“ (ručním dobroušením) ve výrobním procesu, a tím následně zkrátit čas pro renovaci nástroje. Pro tyto účely bylo zakoupeno 3D skenovací zařízení.
Výroba a odladění PKV nástroje
U nástrojů pro technologii příčného klínového válcování je kromě 2D dokumentace vytvořen deskový 3D model nástroje, který slouží k následným snadnějším úpravám a opracování tvarové klínové části nástroje. Při návrhu PKV nástroje je vycházeno nejen ze zkušeností konstruktéru nástrojů, ale i ze simulací válcovacího procesu pro daný vývalek pro dosažení optimálního tvaru nástroje. Po strojním opracování tvarové části nástroje pak dochází k tzv. odladění nástroje. Odladění PKV nástrojů probíhá na zkušební válcovačce ULS zkušebny Šmeral Brno. Po vyválcování zkušebních kusu a následném měření je zhodnocen jejich stav. Pokud je vše v pořádku, lze přejít k tepelnému zpracování nástroje a expedici. Pokud je kus hodnocen s vadami či mimo rozměr, jsou pomocí ručního nářadí prováděny korektury tvaru nástroje tak, aby tvar výrobku odpovídal tvaru vývalku daného výkresem. Průběh zkoušky a broušená místa jsou zaznamenávány. Po této korekci dochází k tepelnému zpracování nástroje a následné expedici nástroje.
Zkoušky a odladění jednotlivých nástrojů probíhají vždy za přítomnosti pracovníka konstrukce nářadí. Ten rozhoduje o místech a velikosti úběru při korekci nástroje. Tyto korekce jsou prováděny ručním nářadím, často i ve více krocích. K broušení nástroje tak dochází na tvarově složitých plochách, které nelze postihnout klasickými způsoby měření.
Na základě těchto zkoušek a odhadu velikosti úběru pak pracovníci konstrukce nářadí korigují 3D model nástroje tak, aby při opětovné výrobě nářadí, případně renovaci nástroje docházelo k co možná nejmenším úpravám nástroje (červené označené plochy modelu). Vzhledem k tomu, že velikost jednotlivých úběru a jejich pozice nejsou přesně dány (jsou pouze orientační), korekce jsou nepřesné a k úpravě nářadí dochází vždy při opětovné výrobě nářadí či renovaci.
3D skener a vyhodnocování
S novými možnostmi měření vzniká možnost změny dosavadního postupu výroby a její optimalizace. Vzhledem k tvarově složitým plochám tvářecí části nástroje nelze klasickými měřidly zkontrolovat tento tvar a případně určit odchylky provedené ruční úpravou nástroje od teoretického tvaru nástroje.
Proto bylo rozhodnuto pořídit nové měřicí zařízení. S ohledem na požadavky a další využití zařízení (využití při GO cizích strojů, měření lopatek turbín atd.) bylo zakoupeno zařízení MetraSCAN 750TM Elite, které odpovídá požadavkům na přesnost i velikost měřicího prostoru.
Skenovaný nástroj po obrobení. Skenovaný nástroj po odladení.
Měření nástroje
Z důvodu kontroly měření PKV nástrojů pomoci skeneru je zapotřebí zhotovení 3D modelu nástroje jako válcového segmentu. Při zakružování segmentu dochází k deformacím a odchylkám samotného modelu od optimálního tvaru. Tato odchylka je jednoduše pozorovatelná na upínacím průměru nástroje.
Maximální odchylka po zakružení segmentu je 0,005 mm. Výrobní tolerance na tvarové části nástroje činí ±0,05 mm. Odchylka zakruženého nástroje je o rád menší než požadovaná přesnost hotového nástroje. Po konzultaci s konstrukcí nástrojů byla odchylka zakruženého 3D modelu nástroje stanovena jako vyhovující.
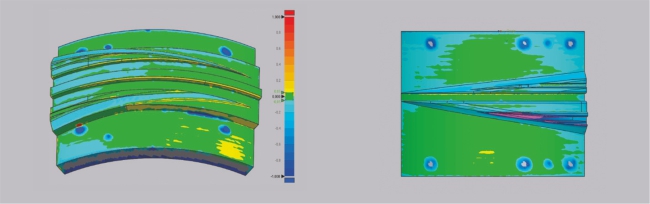
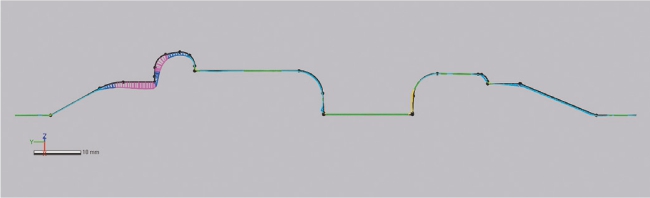
Toto bylo odzkoušeno a odladěno při výběru 3D skeneru. K měření jednotlivých PKV nástrojů došlo po zaškolení pracovníku kontroly v průběhu výroby jednotlivých nástrojů. Skenování nástrojů probíhá na jednotlivých segmentech. Výsledkem je pak barevná mapa zobrazující odchylky jednotlivých míst od 3D modelu. Výrobní tolerance tvarových ploch nástroje je ±0,05 mm. Z výsledku jsou patrné zvětšené odchylky na úkosových plochách nástroje (–0,1 mm) a na rádiusových přechodových plochách nástroje. Na těchto plochách dochází nejčastěji k úpravám broušením. Tyto plochy jsou redukční a slouží ke snižování průměru vývalku. Postupnou iterací bylo zjištěno, že tento jev vzniká po odepnutí nástroje z přípravkového bubnu pro obrábění. Pro samotnou úpravu 3D modelu nástroje jsou důležité úpravy provedené při odladění nástroje. Analýza polohy těchto míst a stanovení velikosti úběru jsou zaneseny do modelu pro výrobu nového nástroje, případně jeho renovaci. Při skenovaní upraveného nástroje je patrný úběr materiálu – fialová plocha skenu. V upravených plochách je nutné provést rezy pomocí úhlově natočených rovin od cela nástroje a stanovit úběr materiálu v těchto místech. Na tomto rezu je pak vidět velké odbroušení materiálu v oblasti náběžné hrany nástroje (odchylka až 2,05 mm), včetně úpravy plochy tvarující přilehlý průměr vývalku. Díky přesně zjištěným místům a velikosti jednotlivých úprav lze relativně velmi jednoduše modifikovat 3D model nástroje a provést jeho korekci. Ověření těchto úprav je pak nutné provést při nejbližší výrobě stejného nástroje.
Odchylka naskenovaného nástroje od 3D modelu.
Závěr
U odladěných nástrojů lze díky přesnému definovanému určení míst a velikostí úběru upravit 3D model nástroje. Zaznamenané změny v průběhu odladění nástroje, v přesně určených místech, jsou zcela zásadní ke zkrácení výrobních casu a minimalizaci ručních úprav při odladění nástroje a jeho následných renovacích, kterých muže být až deset. Dále zaznamenané změny přispívají ke snížení poctu úprav při návrhu a výrobě nástrojů nových vývalku a predikci výskytu možných dalších chyb.
Autor: Ing. Martin Volejnícek
Zveřejněno: www.mmspektrum.com/200114
https://www.mmspektrum.com/clanek/optimalizace-tvaru-nastroje-pro-valcovani.html